По расположению швов в пространстве в момент их исполнения различают:
- нижние;
- горизонтальные;
- вертикальные;
- потолочные швы.
Промежуточные положения относят к одному из них соответственно.
Сварка швов в вертикальном, горизонтальном и потолочном положениях в отличие от нижнего имеет ряд особенностей.
Нижние швы самые удобные для сварки тому, что капли электродного металла под собственной массой легко переходят в сварную ванну. Кроме того в этом положении удобно наблюдать за процессом сварки.
Вертикальные швы свариваются снизу вверх и сверху вниз. При этом основной и электродный металлы текут вниз. Поэтому при вертикальном сварке сварочный ток уменьшается на 10-15% по сравнению со сваркой в нижнем положении, а диаметр электрода не должен превышать 4-5 мм. Чтобы металл не вытекал из ванны, следует поддерживать очень короткую дугу, при которой расстояние между каплями электродного и основного металла настолько мала, что между ними возникает взаимное протягивания.
При сварке снизу вверх кривая возбуждается в самой низкой точке шва и после образования сварочной ванны электрод, первоначально установлен горизонтально (положение 1), отводится вверх (2 положения) на угол 45-50 градусов. При этом нижняя часть сварочной ванны начинает кристаллизоваться и образуется полочка, на которой содержатся капли металла. Чтобы предотвратить утечку металла из ванны необходимо осуществлять поперечные колебательные движения электродом с отводом его вверх и поочередно в разные стороны. Это обеспечивает быструю кристаллизацию жидкого металла.
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно к основному металлу и дуга возбуждается в верхней точке шва. После образования сварочной ванны электрод наклоняют на 15-20 градусов так, чтобы дуга направлялась на основной и наплавленный металл. В этом случае жидкий металл частично подтекает под дугу и толщина металла искусственно увеличивается, что дает возможность избегать о топлив. Поэтому сварки сверху вниз используют для сварки тонких металлов. Для уменьшения окапывание металла применяют электроды с целлюлозным или пластмассовым покрытием органического вида (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 и др.). Производительность сварки сверху вниз выше по сравнению со сваркой снизу вверх. Вертикальные швы удобно сваривать электродом с выпиранием покрытия на сварных кромки.
Горизонтальные швы (в вертикальной плоскости) сваривать сложнее вертикальных. На верхнем листе возможные подрезы. Поэтому сварки ведут короткой дугой и электродами диаметром до 4-5 мм. Силу сварочного тока уменьшают на Ю-15% по сравнению с нижним положением. Чтобы предотвратить скатывания жидкого металла скос кромок выполняют на одном верхнем листе под углом 50 +5 градусов. Дуга при этом возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на преклонный скос (2 положения), поднимая вверх капли металла. Электродом выполняют спиральные колебательные движения. Горизонтальные швы внахлест сваривать легче стыковых том, что кромка нижнего листа способствует удержанию расплавленного металла от окапыванием вниз. Когда сваривают горизонтальные швы с двумя скосами кромок, устанавливают следующий порядок наложения швов, при котором в процессе проваливанием верхней кромки удается избежать потолочного положения кратера с расплавленным металлом. При сварке горизонтальных швов высокое качество обеспечивают электроды с целлюлозным покрытием (выполняют упиранием покрытие у кромки металла).
Потолочные швы сваривать сложнее всего. их выполняют сварщики высшей квалификации. Сложность сварки заключается в том, что капли металла пытаются скапывать вниз и затрудняется перенос капель с электродного металла в сварную ванну. Сложностей можно избежать, уменьшая силу сварочного тока на 15-20% по сравнению с нижним положением, используя электроды диаметром до 4 мм. При этом уменьшится объем сварочной ванны. Основным условием получения качественного шва является поддержание очень короткой дуги путем периодических замыканий электрода с металлом ванны. Угол наклона электрода до основного металла составляет 70-80 градусов. В момент короткого замыкания капля металла под воздействием силы поверхностного натяжения втягивается в сварную ванную, а когда электрод удаляется, дуга гаснет и металл шва кристаллизуется. Одновременно выполняют поперечные колебательные движения. Металл шва толщиной более 8 мм сваривают много проходными швами. При этом первый валик выполняют электродом диаметром 3 мм, а следующие - диаметром не более 4 мм. Для сварки потолочных швов используют электроды с выпиранием в покрытие.
При выполнении потолочных швов с помощью покрытых электродов выделяются газы, которые поднимаются вверх и могут остаться в шве. Поэтому электроды перед сваркой необходимо хорошо просушить. Снижены режимы и неудобство сварки швов в различных пространственных положениях уменьшают производительность сварки. Поэтому, по возможности, изделия располагают так, чтобы сварки проходило в нижнем положении.
Сварные швы согласно ГОСТу 11969-79 по положению в пространстве имеют следующие условные обозначения: Н - нижнее; П - потолочное; Л - «челнок»; В - вертикальный; Г - горизонтальное; Пв - полу вертикальное; Пг - полу горизонтальное; Пп – полу потолочные.
Согласно квалификационной системой Международного института сварки, приняты следующие условные обозначения швов в различных пространственных положениях:
- РА - сварка швов в нижнем положении;
- PG - вертикальное сверху вниз;
- PF - вертикальное снизу вверх;
- PC - горизонтальное;
- РЕ - потолочное;
- PD - полупотолочные;
- РО - полу горизонтальное;
- J-L045 - полу вертикальное сверху вниз;
- H-L045 - полу вертикальное снизу вверх.
Книга: Технология электродуговой сварки
1. нижние;
2. горизонтальные;
3. вертикальные;
4. потолочные швы.
Промежуточные положения относят к одному из них соответственно.
Сварка швов в вертикальном, горизонтальном и потолочном положениях в отличие от нижнего имеет ряд особенностей.
Нижние швы самые удобные для сварки тому, что капли электродного металла под собственной массой легко переходят в сварную ванну. Кроме того в этом положении удобно наблюдать за процессом сварки.
Вертикальные швы свариваются снизу вверх и сверху вниз. При этом основной и электродный металлы текут вниз. Поэтому при вертикальном сварке сварочный ток уменьшается на 10-15% по сравнению со сваркой в нижнем положении, а диаметр электрода не должен превышать 4-5 мм. Чтобы металл не вытекал из ванны, следует поддерживать очень короткую дугу, при которой расстояние между каплями электродного и основного металла настолько мала, что между ними возникает взаимное протягивания.
При сварке снизу вверх кривая возбуждается в самой низкой точке шва и после образования сварочной ванны электрод, первоначально установлен горизонтально, отводится вверх на угол 45-50 градусов. При этом нижняя часть сварочной ванны начинает кристаллизоваться и образуется полочка, на которой содержатся капли металла. Чтобы предотвратить утечку металла из ванны необходимо осуществлять поперечные колебательные движения электродом с отводом его вверх и поочередно в разные стороны. Это обеспечивает быструю кристаллизацию жидкого металла.
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно к основному металлу и дуга возбуждается в верхней точке шва. После образования сварочной ванны электрод наклоняют на 15-20 градусов так, чтобы дуга направлялась на основной и наплавленный металл. В этом случае жидкий металл частично подтекает под дугу и толщина металла искусственно увеличивается, что дает возможность избегать о топлив. Поэтому сварки сверху вниз используют для сварки тонких металлов. Производительность сварки сверху вниз выше по сравнению со сваркой снизу вверх.
Горизонтальные швы (в вертикальной плоскости)сваривать сложнее вертикальных. На верхнем листе возможные подрезы. Поэтому сварки ведут короткой дугой. Силу сварочного тока уменьшают на 10-15% по сравнению с нижним положением. Чтобы предотвратить скатывания жидкого металла скос кромок выполняют на одном верхнем листе под углом 50 +5 градусов. Дуга при этом возбуждается на нижней горизонтальной кромке, а затем переносится на преклонный скос, поднимая вверх капли металла. Электродом выполняют спиральные колебательные движения. Горизонтальные швы внахлест сваривать легче стыковых том, что кромка нижнего листа способствует удержанию расплавленного металла от окапыванием вниз. Когда сваривают горизонтальные швы с двумя скосами кромок, устанавливают следующий порядок наложения швов, при котором в процессе проваливанием верхней кромки удается избежать потолочного положения кратера с расплавленным металлом.
Потолочные швы сваривать сложнее всего. их выполняют сварщики высшей квалификации. Сложность сварки заключается в том, что капли металла пытаются скапывать вниз и затрудняется перенос капель с электродного металла в сварную ванну. Сложностей можно избежать, уменьшая силу сварочного тока на 15-20% по сравнению с нижним положением. При этом уменьшится объем сварочной ванны. Основным условием получения качественного шва является поддержание очень короткой дуги. Угол наклона электрода до основного металла составляет 70-80 градусов. В момент короткого замыкания капля металла под воздействием силы поверхностного натяжения втягивается в сварную ванную, а когда электрод удаляется, дуга гаснет и металл шва кристаллизуется. Одновременно выполняют поперечные колебательные движения. Металл шва толщиной более 8 мм сваривают много проходными швами.
Конструкции, подлежащие сварному соединению, в пространстве могут располагаться в различных плоскостях - так, как этого требует технология выполнения работ. От их пространственного расположения зависят направление шва сварного соединения и, как следствие, выбор метода сваривания, а также возможность привлечения специалиста с той или иной квалификацией.
Расположение сварного соединения
Положение шва при сварке определяется пространственным расположением кромок подготовленных к соединению элементов (деталей, конструкций). Всего различают четыре основных положения проведения сваривания: нижнее, горизонтальное, вертикальное, потолочное.
Нижнее расположение
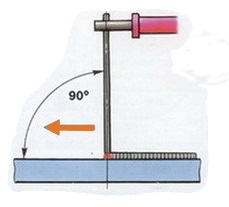
Нижнее положение применяют в основном при сварке несложных элементов и в тех случаях, когда к качеству соединительного рубца не предъявляется дополнительных требований. Свариваемые поверхности располагаются горизонтально, положение электрода - вертикальное.
В нижнем положении возможно как двухстороннее сваривание металла максимальной толщиной до 0,8 см, так и одностороннее - если толщина не превышает 0,4 см. В обоих случаях соединение будет довольно прочным, но на его качество будут влиять следующие факторы, являющиеся основными при определении глубины проплавления, от которой и зависит качество выполненного соединения:
- диаметр электродов;
- толщина обрабатываемых элементов и наличие зазора между ними;
- величина сварочного тока.
Сварка, выполняемая при нижнем расположении места соединения и конструкций, - наиболее оптимальный и высокопроизводительный способ соединения элементов. По мере плавления перенос электродного металла в сварочную ванну, которая располагается в горизонтальной плоскости, выполняется под действием естественной силы - силы тяжести, то есть сверху вниз. Единственный недостаток такого положения - риск образования прожогов, поэтому важно обеспечить наиболее полное проплавление, не допуская их появления. С этой задачей может успешно справится специалист, к квалификации которого даже не предъявляется дополнительных требований. Несмотря на этот недостаток нижнего положения, на этапе проектирования сварочных работ следует отдать предпочтение именно этому методу, стараясь максимально его задействовать.
Виды соединений, которые могут выполняться при нижнем положении:
- стыковые сварные соединения;
- угловые сварные соединения.
Горизонтальное расположение
В этом случае при сварке электрод располагается горизонтально, а обрабатываемые элементы - вертикально. Шов - горизонтальный. Такое положение в пространстве при сварке затрудняет работу специалиста и является неблагоприятным из-за риска вытекания металлического расплава из сварочной ванны на кромку нижерасположенного свариваемого элемента (опять же под действием силы тяжести). Поэтому для выполнения сварочного шва требуется косой подрез кромки выше расположенного элемента, а нижнюю деталь оставляют без изменений. Такое вмешательство помогает избежать брака в работе, а именно подреза верха шва из-за вытекания металла.
Это расположение электрода позволяет контролировать жидкий шлак, заставляя его двигаться за сварочной ванной. Такое движение благоприятно сказывается на качестве сварного соединения. Но иногда шлаг может оказаться впереди электрода, тогда следует кратковременно перейти к методу «назад углом», отбрасывая шлак.
В любом случае, какое пространственное расположение электрода правильное, решает только сварщик, который выполняет работу и контролирует качество шва. Усредненного оптимального варианта, которого стоит придерживаться, нет, применение методов диктует практика и процесс работы.
Все описанные методы сварного соединения применяются при выполнении работы ручным способом. Если процесс будет автоматическим или полуавтоматическим, то сварка должна проводиться в среде защитных газов.