1. Наименование изделия: контрольное сварное соединение.
2. Способ сварки: ручная дуговая (РД).
3. НТД по сварке: РД 153-34. (РТМ –1с), ВСН 006-89, ГОСТ.
4. Основной материал:
индекс группы стали: углеродистая (М01)
марка стали: сталь 10 по ГОСТ 1050
свариваемые элементы: труба по ТУ 14-3Р.
диаметр стыкуемых труб, мм, 159.
толщина стенок, мм: 6
5. Соединение:
вид соединения: http://pandia.ru/text/78/072/images/image003_60.gif" width="231" height="44 src=">
конструкция разделки кромок: V – обр., тип ТР-2 по РТМ-1с-2001
или С17 по ГОСТ 16037
обозначение соединения: СШ-Т-СV-Н 45 (или В1).
Конструкция соединения |
|
|
|
Конструктивные размерыа = 2,5 + 0,5 (2,5 – 3) мм в = 1 ± 0,5 (0,5 – 1,5) мм α = 30 ± 3 (27 – 33) град |
6. Способ подготовки кромок: механический (Rz 80).
7. Контроль труб перед сборкой:
проверить правильность разделки кромок: зачищены ли поверхности, прилегающие к кромкам катушек до металлического блеска; протереть кромки ацетоном ; проверить отсутствие загрязнений труб снаружи и изнутри, проверить отклонение от перпендикулярности торцевых поверхностей стыкуемых труб и отсутствие на кромках механических повреждений.
8. Способ сборки: прихватка на уголке.
9. Требования к прихватке: РД, 3 – 4 шт., длиной – 30 – 40 мм.
распределить по периметру равномерно, не накладывать на потолочной части стенки, высота прихваток 4 – 5 мм; прихваточные швы зачистить металлической щеткой.
10. Проверить качество сборки и прихватки. Величина внутреннего смещения
кромок не должно превышать 1,6 мм. Сварка образца проводится после
контроля правильности сборки.
11. Сварочные материалы: электроды марки УОНИ 13 / 55 Р, ТМУ 21У,
ГОСТ 9466 и 9467 – для прихватки, корневого шва и заполнения разделки стыков Ø 2,5 – 3 мм, а облицовочного слоя Ø 4 мм.
12. Положение шва при сварке: наклонное, неповоротное (Н 45).
13. Подогрев: без подогрева.
14. Сварочное оборудование: ВДМ-1202, шесть постов с КСУ-320, или другое аналогичное оборудование.
15. Технологические требования к сварке:
Конструкция сварного соединения. | Порядок наложения валиков. |
|
Угол наклона 45 град. | ||
Рис. 2 а | Рис 2 б | Рис. 3 |
· Стык варить в 3 слоя: I – корневой, II – заполняющий, III – облицовочный, с полной переплавкой прихваточных швов, рис. 2; порядок наложения валиков на рис. 3:
· Сварку выполнять после выполнения прихваток и контроля.
· Наложение корневого слоя шва (I) выполнить в 2 приема по ½ окружности, начиная сварку слоя в потолочной части стыка, отступив на 10 – 30 мм. от нижней точки, соответственно справа снизу вверх и слева снизу вверх – операции 1 и 2.
· Высоты валиков: корневого слоя 4 – 5 мм, последующих – 3 – 4 мм – при положении шва при сварке Н 45.
· Порядок наложения последующих слоев шва (II и III) аналогичен порядку наложения корневого слоя (I), показан на рис. 3 (смещать замки на 12–18 мм). После наложения каждого слоя шва производить зачистку металлической щеткой. Зачистку облицовочного слоя шлифмашинкой не производить, обнаруженные дефекты не исправлять.
· Параметры сварочного тока:
№ валика | Способ сварки | Диаметр электрода | Род тока, полярность | Сила тока |
I | постоянный, обратная |
· Зажигание дуги производить на кромке трубы или на металле шва на расстоянии 20 – 25 мм от кратера. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15 – 20 мм на только что наложенный шов.
· Возобновление шва после замены электрода производить с перекрытием ранее наложенного валика, но без увеличения усиления.
16. Термическая обработка сварного соединения: без термообработки.
17. Требование по контролю качества сварного соединения:
визуальный и измерительный контроль (ВИК).
· основных, сварочных материалов и подготовленных под сварку деталей;
· сборки деталей под сварку, выполнение прихваток;
· операционный контроль процесса сварки;
· контроль готового сварного соединения.
18. Оформление документации по сварке и контролю (внесение данных членами жюри в личную карту участника).
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект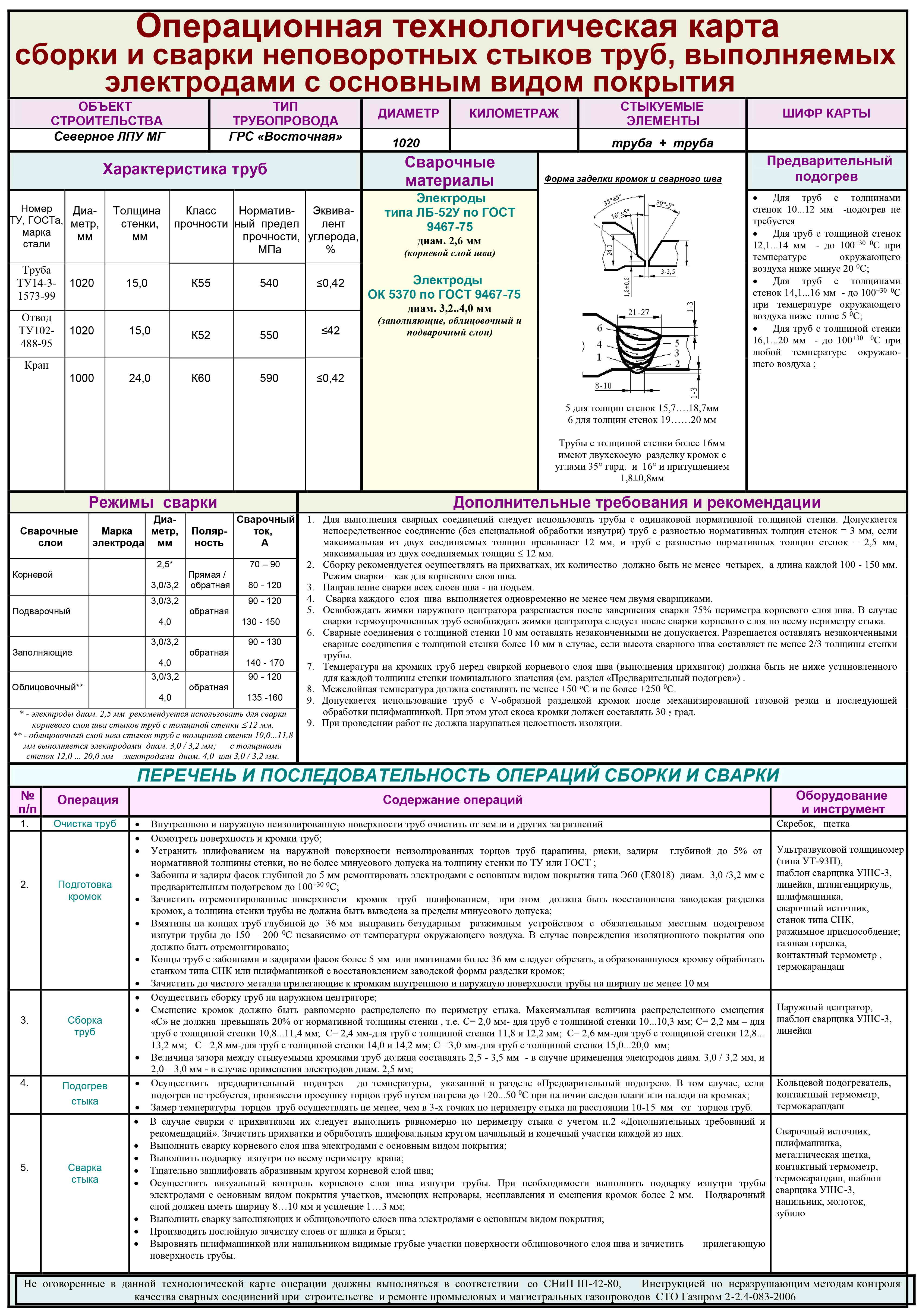 технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Суставы Интервью с экспертом
24.09.2016 , 10:32
Проблемы со спиной и суставами - прямой путь к инвалидности! Как спасти себя и забыть о боли, рассказывает доктор медицинских наук, профессор Бубновский Сергей Михайлович
2015-10-25От редакции: по статистике каждый 8-ой россиянин страдает от остеохондроза, разных болезней суставов (артроз, артрит, радикулит). Казалось бы, не смертельно, но… Сначала больным приходится не жить, а существовать. А уже потом, из-за ограничения подвижности, возникают сопутствующие болезни вроде грыжи, нарушения обмена веществ и отсутствия возможности ходить. О том, как избавиться от проблем с опорно-двигательным аппаратом и стать здоровым человеком, мы спросили у доктора медицинских наук, профессора Бубновского Сергея Михайловича
Здравствуйте, Сергей Михайлович. Скажите: правда ли, что такие не смертельные, с первого взгляда, заболевания, как радикулит и остеохондроз, могут стать причиной более серьезных болезней? И правда ли, что болеет каждый 8-ой россиянин?
Добрый день, Ирина. От самого остеохондроза и радикулита не умирают. Но, есть один важный момент - если их не лечить, буквально в течение полугода появляется букет сопутствующих заболеваний. Это и увеличение веса, и искривление позвоночника, и нарушение обмена веществ. А что самое страшное - на самых последних стадиях в суставах могут возникать новообразования, которые приводят к раку.
Например, без лечения грыжа может превратиться в злокачественную опухоль. Да, ее можно прооперировать, но… Это же спина. Можно остаться инвалидом.
О статистике: к сожалению, да - остеохондрозом и радикулитом в совокупности страдает более 50% населения России. И, что самое страшное - эта болезни «молодеют». Если раньше за лечением обращались люди возрастом от 40 лет, то сейчас начали приходить и молодые.
Поэтому, если начала болеть спина, шея или суставы, не стоит списывать все на усталость. Скорее всего, до вас добралась одна из этих болезней.
- Что же делать в такой ситуации?
Отвечу - лечиться. Только в этом есть две проблемы.
Первая: в большинстве больниц нет специалистов-ревматологов-хирургов, которые бы могли вовремя поставить диагноз и выписать лечение.
Вторая: местечковые ревматологи-хирурги часто не углубляются в суть проблемы, так как, эти заболевания считаются хроническими и не опасными. Они просто прописывают гели, устраняющие болезненные ощущения, и рекомендуют делать зарядку. То есть, в результате человек остается один на один со своей проблемой и болью.
Конечно, наш институт, лично я и моя команда пытаемся решить эту ситуацию. Но, к сожалению, мы не можем отдавать приказы районным поликлиникам и регулировать ситуацию.
Поэтому, мы решили пойти по другому пути, и недавно совершили настоящий прорыв в рамках международного проекта «Боли Нет». Мы уверены, что это поможет изменить ситуацию в стране, и поможет людям жить полноценной жизнью.
- То есть, у вас уже есть решение проблемы болей в спине, шее и суставах?
Да, есть. В рамках проекта мы получили доступ к первому препарату, созданному в рамках этой программы - . Раньше это средство не поставлялось в Россию, так как, не было разрешения и нужных мощностей, а все доступные партии выкупались в самом Китае и США. Мы добились того, чтобы принять участие в разработке и исследовании крема "Артропант", и теперь он поставляется и в Россию!
- В чём именно состоит прорыв, что это за препарат?
Артропант - проверенный крем для борьбы с болью в суставах, артритом и артрозом, он просто перезапускает организм и включает регенерацию поврежденных клеток. То есть, он устраняет причину самих болей и возвращает позвоночник, суставы в первоначальное, нормальное состояние. То есть, в результате больной не просто избавляется от симптомов, а становится полностью здоровым человеком.
В первое время Артропант перезапускает системы регенерации организма, попутно купируя болевой синдром. Уже через две-три недели лечение будет завершено, и, главное - не допустить повторного появления болей, оперативно повторив курс.
- Крем "Артропант" помогает только от остеохондроза, радикулита и артроза?
Не только. С его помощью можно вылечить любое заболевание, связанное с болезнями суставов или позвоночника - артроз и артрит, ишиас, ревматизм, радикулит и остеохондроз, смещения позвоночных дисков. Также его можно использовать при шпорах и натоптышах, для устранения «холки» (жировых отложений в районе четвертого позвонка), травмах, переломах, вывихов и многих других заболеваниях.
Это очень интересное средство. И что, оно, и правда, именно избавляет от всех этих болезней, а не просто устраняет боль?
Крем "Артропант" и устраняет боль (на начальных этапах лечения), и полностью ликвидирует заболевание. Сейчас это единственное в своем роде средство, которое, действительно, помогает.
- Так получается, что Артропант можно купить в России? И, кстати, где его производят?
Да, сейчас Артропант можно купить в России. Это стало возможно благодаря тому, что мы присоединились к проекту и помогаем разрабатывать. Артропант делается по древнему рецепту селькупов, населяющих северо-запад Сибири. Рецепт передается из поколения в поколение и держится в строжайшем секрете.
Плюс ко всему, Министерство здравоохранения решило принять участие в программе и компенсировать стоимость поставки. Поэтому крем "Артропант" стоит в 2 раза дешевле, чем его реализуют в других странах.
- А где можно приобрести Артропант?
Мы хотели начать масштабную реализацию в аптечных сетях страны, но, к сожалению, аптеки не желают продавать крем "Артропант" ниже его себестоимости и хотят большой процент.
Поэтому, мы отказались от такой идеи и решили , чтобы сохранить доступную стоимость и дать возможность вылечиться как можно большему количеству людей. Сейчас купить крем можно на официальном сайте проекта.
Доставка производится почтой, наложенным платежом, а для использования крема не нужен контроль специалиста - лечение максимально простое.
Сергей Михайлович, спасибо вам за интервью! Может быть, вы хотите что-то сказать нашим читателям перед тем, как мы попрощаемся?
Да, конечно. Я хочу обратить внимание читателей, что заболевания спины и суставов «молодеют», и даже слабые периодичные боли - повод обратить внимание на проблему. При этом спасение своего здоровья напрямую зависит только от вас. Врач не будет уговаривать вас лечиться. Все в ваших руках.
Также при этом стоит помнить, что заболевания, возникающие из-за болей в спине и суставах, не просто приносят дискомфорт. Они лишают вас нормальной жизни и укорачивают вам жизнь на 10-15 лет. А с кремом "Артропант" вы и сохраните эти годы, и сможете прожить их нормально.
Спасибо, Сергей Михайлович! А мы напоминаем, что в комментариях вы можете задать свои вопросы или оставить мнение о креме "Артропант".
P.S.: После интервью мы обратились с просьбой к Сергею Михайловичу. И для читателей нашего сайта теперь есть возможность заказать крем "Артропант" с дополнительной скидкой! И навсегда забыть о болезнях, связанных с суставами и позвоночником
Беседовала Ирина Махагонова
Фото из открытых источников
ИНСТРУКЦИОННАЯ КАРТА
Наплавление ниточных валиков на пластины в нижнем положении, размер пластин
Упражнения:
2. Выбор режима сварки.
3. Наплавлять ниточные валики на
пластины в нижнем положении
Сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; ОЗС-д3,4 мм.
Порядок выполнения
Эталон выполнения работы
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток
Подготовить пластину к наплавке
Взять металлическую щетку и произвести зачистку поверхности на ширину 20 мм до металлического блеска.
Электрода
кратковременно.
Наплавить ниточный валик «слева направо», «справа налево»
Выполнить наплавку валиков при нижнем положении пластин «слева направо», «справа налево».
Вертикальное расположение электрода, угол равен 900.
Положение электрода углом назад,
угол наклона равен 30-600.
Положение электрода углом вперед,
угол наклона равен 30-600.
Наплавить ниточный валик «на себя» и «от себя»
Выполнить наплавку валиков при нижнем положении пластин «на себя» и «от себя».
Положение электрода: углом вперед, углом назад, наклон вправо, наклон влево. Смотреть наплавку ниточных валиков «слева направо» и «справа налево».

Наплавить ниточный валик в наклонном положении пластин
Выполнить наплавку валиков при наклонном положении пластин способом ведения электрода углом назад, углом вперед, наклон вправо, наклон влево.
Угол наклона пластин:
Наплавить ниточные валики в вертикальном положении пластин
Выполнить наплавку валиков в вертикальном положении пластин «слева направо», «справа направо».
Положение электрода: «от себя» и «на
Наплавка ниточных валиков в вертикальном положении пластин
Выполнить наплавку валиков на пластины, расположенные вертикально, способом ведения электрода «снизу вверх» и «сверху вниз».
Зачистить сварные валики, осуществить контроль внешним осмотром
Зачистить сварные валики молотком-шлакоотделителем и стальной щеткой.
Проверить качество наплавки и сдать работу на проверку мастеру п/о.

ИНСТРУКЦИОННАЯ КАРТА
Наплавка уширенных валиков на пластины в нижнем положении
Упражнения:
1. Слесарная обработка деталей.
2. Выбор режима сварки.
3. Выполнение уширенных валиков
на пластины в нижнем положении.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем;
Порядок выполнения Эталон выполнения работы
Инструкционные указания и пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Подготовка рабочего места сварщика
Вставить электрод в электрододержатель.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью
кратковременно.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Наплавить уширенный валик «слева направо»,
«справа налево»
Выполнить наплавку уширенных валиков в нижнем положении пластин «слева направо»,
«справа налево».
Движение 1-
Движение 2- передвижение электрода вдоль
валика по направлению сварки. При этом электрод необходимо наклонять под углом 15-300 к оси, перпендикулярной плоскости сварки.
Движение 3-
Наплавить уширенный валик на пластины в нижнем положении «на себя» и « от себя»
Выполнить наплавку уширенных валиков в нижнем положении пластин «на себя» и «от себя».
Положение электрода: углом назад, углом вперед, наклон вправо, наклон влево (Смотреть: наплавка уширенных валиков в нижнемположении «слева направо» и «справа налево».
Производить наплавку валиков, совмещая три движения электродом:
Движение 1- равномерная и непрерывная подача электрода к детали по мере его плавления.
Движение 2- передвижение электрода вдоль
валика по направлению сварки. При этом
электрод необходимо наклонять под углом 15-300 к оси, перпендикулярной плоскости сварки.
Движение 3- колебательное движение концом
электрода вправо и влево валика.
Поддерживать постоянную длину дуги 2-3 мм, но не допускать коротких замыканий электрода с деталью, так как возможно «примерзание» электрода.
Нормальная ширина валика, зависящая в основном от диаметра электрода, должна быть (2-4) dэ диаметра электрода.
В нижнем положении
Зачистить уширенные валики на пластинах в
нижнем положении при движении электрода
«справа налево», «слева направо», « на себя», «от себя»; осуществить .
Сравнить с эталоном:
1. Ширина валика должна быть (2-4)* dэ.
1. Выполнять колебательные движения
электродом:
o Зигзагообразные;
сваренного участка);
o Полумесяцем (выпуклость в сторону
несваренного участка).
Сдать работу на проверку мастеру
ИНСТРУКЦИОННАЯ КАРТА
Наплавка уширенных валиков на пластины в наклонном положении
Упражнения:
2.Выбор режима сварки.
3.Выполнение уширенных валиков на пластины в наклонном положении.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем;
сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали размером 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д 3,4 мм.
Порядок выполнения
Инструкционные указания и пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ в аварийных ситуациях.
Проверить сварочный кабель, электрододержатель и заземление.
Брезентовый костюм, перчатки брезентовые, сварочная маска, шапка, специальные ботинки или сапоги.
Подготовка рабочего места сварщика
Наплавить уширенный валик в наклонном положении пластин
Выполнить наплавку уширенных валиков в наклонном положении пластин «слева направо», «справа налево», «от себя», «на себя».
Угол наклона пластин: 150,300, 450,600.
Положение электрода: углом назад, углом
вперед, наклон вправо, наклон влево.
Производить наплавку валиков, совмещая три движения электродом:
Движение 1- равномерная и непрерывная подача электрода к детали по мере его плавления.
Движение 2-
Движение 3- колебательное движение концом электрода вправо и влево валика.
Поддерживать постоянную длину дуги 2-3 мм, но не допускать коротких замыканий электрода с деталью, так как возможно «примерзание» электрода.
Нормальная ширина валика, зависящая в основном от диаметра электрода, должна быть (2-4) dэ диаметра электрода.
Зачистить уширенные валики на пластинах
Сравнить с эталоном:
Высота валика должна быть (2-3)мм.
Зигзагообразные;
ИНСТРУКЦИОННАЯ КАРТА
Наплавка уширенных валиков на пластины в горизонтальном положении
Упражнения:
1.Слесарная обработка деталей.
2.Выбор режима сварки.
3.Выполнение уширенных валиков на пластины в горизонтальном положении.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем;
сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали размером 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д 3,4 мм.
Порядок выполнения
Инструкционные указания и пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ в аварийных ситуациях.
Проверить сварочный кабель, электрододержатель и заземление.
Брезентовый костюм, перчатки брезентовые, сварочная маска, шапка, специальные ботинки или сапоги.
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование подобрать сварочный ток.
Наплавить уширенный валик на пластины в горизонтальном положении
Выполнить наплавку уширенных валиков в горизонтальном положении пластин «на себя» и «от себя», «слева направо», «справа налево».
Положение электрода: углом назад, углом вперед, наклон вправо, наклон влево.
Примечание: смотреть раздел «Наплавка уширенных валиков в наклонном положении».
Производить наплавку валиков, совмещая три движения электродом:
Движение 1- равномерная и непрерывная подача электрода к детали по мере его плавления.
Движение 2- передвижение электрода вдоль валика по направлению сварки. При этом электрод необходимо наклонять под углом 15-300 к оси, перпендикулярной плоскости сварки.
Движение 3- колебательное движение концом электрода вправо и влево валика.
2-движение электрода вперед.
3-движение электрода вправо, влево,
Поддерживать постоянную длину дуги 2-3 мм, но не допускать коротких замыканий электрода с деталью, так как возможно «примерзание» электрода.
Нормальная ширина валика, зависящая в основном от диаметра электрода, должна быть (2-4) dэ диаметра электрода.
1-поступательное движение электрода.
2-движение электрода вперед.
3-движение электрода вправо, влево
Зачистить уширенные валики на пластинах
Зачистить уширенные валики на пластинах при движении электрода «справа налево», «слева направо», « на себя», «от себя»; осуществить контроль путем внешнего осмотра.
Сравнить с эталоном:
Ширина валика должна быть (2-4) dэ.
Высота валика должна быть (2-3)мм.
Выполнять колебательные движения электродом:
Зигзагообразные;
Полумесяцем (выпуклость в сторону сваренного участка);
Полумесяцем (выпуклость в сторону несваренного участка).
Сдать работу на проверку мастеру производственного обучения
ИНСТРУКЦИОННАЯ КАРТА
Наплавка уширенных валиков на пластины в вертикальном положении
Упражнения:
1.Слесарная обработка деталей.
2.Выбор режима сварки.
3.Выполнение уширенных валиков на пластины в вертикальном положении.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем;
сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали размером 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д 3,4 мм.
Порядок выполнения
Инструкционные указания и пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ в аварийных ситуациях.
Проверить сварочный кабель, электрододержатель и заземление.
Брезентовый костюм, перчатки брезентовые, сварочная маска, шапка, специальные ботинки или сапоги.
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование подобрать сварочный ток.
Наплавить уширенные валики в вертикальном положении пластин горизонтальными швами
Произвести уширенную наплавку валиков в вертикальном положении пластин горизонтальными швами «справа налево» и «слева направо».
Положение электрода: углом назад, углом вперед.
Наклон вправо, наклон влево.
Примечание: смотреть раздел «Наплавка уширенных валиков в наклонном положении пластин».
Производить наплавку валиков, совмещая три движения электродом.
Движение 1. Равномерная и непрерывная подача электрода к пластине по мере его плавления. Поддерживать нормальную длину дуги (2-4 мм), но не допускать короткого замыкания электрода с пластиной.
Движение 2. Перемещать электрод вдоль кромок по направлению сварки при наклоне электрода под углом 15-300 у оси, перпендикулярной u1087 плоскости сварки. Капли металла при расплавлении электрода должны перемещаться в направлении его оси и попадать на расплавленный металл сварочной ванны.
Движение 3. Колебательное движение конца электрода совершается поперек шва. Оно необходимо для получения валика нужной ширины.
Нормальная ширина валика, зависящая в основном от диаметра электрода, определяется так:
В= (2-4) dэ, где В-ширина валика, мм;
Dэ-диаметр электрода, мм
Наплавленный валик должен иметь геометрические размеры, приведенные на рисунке.
Зачистить уширенные валики на пластинах
Зачистить уширенные валики на пластинах при движении электрода «справа налево», «слева направо», « на себя», «от себя»; осуществить контроль путем внешнего осмотра.
Сравнить с эталоном:
Ширина валика должна быть (2-4) dэ.
Высота валика должна быть (2-3)мм.
Выполнять колебательные движения электродом:
Зигзагообразные;
Полумесяцем (выпуклость в сторону сваренного участка);
Полумесяцем (выпуклость в сторону несваренного участка).
Сдать работу на проверку мастеру производственного обучения
ИНСТРУКЦИОННАЯ КАРТА
Сварка стыковых соединений в нижнем положении пластин с подготовкой кромок
Упражнения:
1.Слесарная обработка деталей.
2.Выбор режима сварки.
3. Сварка стыковых соединений в нижнем положении пластин с подготовкой кромок
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке встык в нижнем положении с подготовкой кромок
Осмотреть ее.
Взять металлическую щетку и произвести зачистку поверхности кромок на расстояние не менее 200 мм до металлического блеска с двух сторон пластин и произвести правку металла (рис.3).
Выполнить разделку кромок стыкового соединения Y-образной фаски под сварку методом опиливания.
Уложить пластины на ровную поверхность зачищенными кромками, чтобы не было разностенок и оставить между свариваемыми кромками зазор 1-2 мм.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания электрода
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Выполнить прихватку пластин
Оставить между кромками пластин зазор 1-2 мм (рис.4).
Выполнить прихватки пластин, отступив от кромки пластины 30-40 мм (расстояние между прихватками 100-200 мм) (рис 5).
Прихватки выполнять узким швом небольшой длины (рис.5).
Выполнять прихватку тем же диаметром электрода, что и сварку.
Во время сварки места прихваток должны быть расплавлены до основного металла, так как в противном случае возможно образование непроваров, пористости и шлаковых включений в шве.
Сварка пластин стыковым соединением в нижнем положении с разделкой кромок
Выполнить сварку пластин стыковым соединением в нижнем положении с разделкой кромок односторонним швом.
Держать электрод в плоскости, перпендикулярной пластинам, с наклоном 15-200 в сторону направления сварки.
Вести электрод по центру зазора, длина дуги должна быть не больше 2-4 мм, постоянной; перемещать электрод равномерно.
Производить наплавку валиков, совмещая три движения электродом:
Движение 1- равномерная и непрерывная подача электрода к детали по мере его плавления.
Движение 2- передвижение электрода вдоль валика по направлению сварки.
При этом электрод необходимо наклонять под углом 15-300 к оси, перпендикулярной плоскости сварки.
Движение 3- колебательное движение концом электрода вправо и влево валика.
Поддерживать постоянную длину дуги 2-3 мм, но не допускать коротких замыканий электрода с деталью, так как возможно «примерзание» электрода.
При повторном зажигании дуги, после смены электрода или случайного ее обрыве, необходимо зажигать дугу впереди кратера, а затем электрод возвращать назад и переварить застывший металл сварочной ванны.
ИНСТРУКЦИОННАЯ КАРТА
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Ответить на вопросы по выполнению
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Взять в руки пластину, внимательно осмотреть ее.
Произвести правку пластин молотком.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Сварка углового соединения в нижнем положении пластин
Выполнить сварку углового соединения в нижнем положении пластин при различном положении электрода.
Произвести сварку углового соединения в нижнем положении пластин.

Контроль путем внешнего осмотра
Сравнить с эталоном сварки пластин угловым соединениями
Эталон сварки пластин
ИНСТРУКЦИОННАЯ КАРТА
Упражнения:
1.Слесарная обработка деталей.
2.Выбор режима сварки.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ.
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика.
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке в нижнем положении.
Взять в руки пластину, внимательно осмотреть ее.
Произвести правку пластин молотком.
Взять металлическую щетку и произвести зачистку поверхности на расстоянии не менее 200мм до металлического блеска.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Сварка таврового соединения в нижнем положении пластин
Выполнить сварку таврового соединения в нижнем положении при различном положении электрода.
Собрать пластины на прихватках, отступив от края пластин 30-40мм (расстояние между прихватками 100-200мм).
Произвести сварку таврового соединения в нижнем положении пластин.
Выполнить зачистку сварных швов.
Осуществить контроль сварных швов путем внешнего осмотра.
Зачистить сварной шов и произвести контроль путем внешнего осмотра
Контроль путем внешнего осмотра
Сравнить с эталоном сварки пластин тавровым соединениями
Эталон сварки пластин
ИНСТРУКЦИОННАЯ КАРТА
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ.
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика.
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке в нижнем положении.
Взять в руки пластину, внимательно осмотреть ее.
Произвести правку пластин молотком.
Взять металлическую щетку и произвести зачистку поверхности на расстоянии не менее 200мм до металлического блеска.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Выполнить сварку нахлесточного соединения односторонним швом при различных положениях электрода.
Под углом 90 градусов.
Под углом 30 градусов.
Под углом 45 градусов.
![]()
Подготовить пластины под сварку
Произвести правку пластин.
Зачистить поверхность пластины металлической щеткой.
Собрать пластины на прихватки отступив от края пластин 30-40 мм (расстояние от прихваток 100-200мм).
Собрать пластины на прихватки для двухстороннего шва.
Сваривать нахлесточное соединение односторонним швом.
Сварить нахленсточное соединение двухсторонним швом.

Зачистить сварной шов и произвести контроль путем внешнего осмотра
Контроль путем внешнего осмотра
Сравнить с эталоном сварки пластин нахлесточным соединениями
Эталон сварки пластин
ИНСТРУКЦИОННАЯ КАРТА
Сварка угловых соединений в нижнем положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка угловых соединений в нижнем положении пластин
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ.
техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика.
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке в нижнем положении.
Взять в руки пластину, внимательно
осмотреть ее.
Произвести правку пластин молотком.
Взять металлическую щетку и произвести зачистку поверхности на расстоянии не менее 200мм до металлического блеска.
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Сварка углового соединения пластин в наклонном положении пластин
Выполнить сварку углового соединения пластин с увеличением наклона пластин (15, 30, 45, 60, градусов).
Силу тока следует уменьшить на 5-10% по сравнению сваркой в нижнем положении.
Зачистить сварные швы.
ИНСТРУКЦИОННАЯ КАРТА
Сварка тавровых соединений в нижнем положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка тавровых соединений в нижнем положении пластин
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ.
Ответить на вопросы по ыполнению
техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика.
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке в нижнем положении.
Взять в руки пластину, внимательно
осмотреть ее.
Произвести правку пластин молотком.
Взять металлическую щетку и произвести зачистку поверхности на расстоянии не менее 200мм до металлического блеска.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания.
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Сварка таврового соединения пластин в наклонном положении пластин
Подготовить пластины к сварке.
Собрать пластины на прихватки отступив от пластины на 30-40мм (расстояние между прихватками 100-200мм).
Выполнить сварку таврового соединения пластин.
Угол наклона пластин соответствует ГОСТу: 15,30, 45, 60 градусов.
Силу тока следует уменьшить на 5-10% по сравнению со сваркой в нижнем положении.
Зачистить сварные швы.
Осуществить контроль сварных швов путем внешнего контроля.
Швы должны иметь хороший внешний вид, одинаковую высоту и ширину по всей длине.
Собрать пластины на прихватки.
Сдать работу на поверку мастеру производственного обучения
ИНСТРУКЦИОННАЯ КАРТА
Сварка нахлесточных соединений в нижнем положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка нахлесточных соединений в нижнем положении пластин
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ.
Ответить на вопросы по ыполнению
техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика.
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке в нижнем положении.
Взять в руки пластину, внимательно
осмотреть ее.
Произвести правку пластин молотком.
Взять металлическую щетку и произвести зачистку поверхности на расстоянии не менее 200мм до металлического блеска.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания.
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Сварка нахлесточного соединения односторонним швом
Выполнить сварку нахлесточного соединения односторонним швом в наклонном положении пластин при различном положении электрода:
Угол – 90 градусов
Угол - 30 градусов
Угол – 45 градусов
Величина нахлестки должна равняться 5-ти минимальным толщинам пластины.
Вертикальное Расположение электрода
Расположение электрода «углом назад
Расположение электрода
«углом вперед»
Сварка нахлесточного соединения двухсторонним швом
Выполнить сварку нахлесточного соединения двухсторонним швом в наклонном положении аналогично сварке нахлесточного соединения односторонним швом.
Выполнить зачистку швов, осуществить контроль путем внешнего осмотра.
Сдать работу на поверку мастеру производственного обучения
ИНСТРУКЦИОННАЯ КАРТА
Сварка стыковых соединений в нижнем положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка стыковых соединений в нижнем положении пластин
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель.
Пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55,
ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ.
Ответить на вопросы по ыполнению
техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика.
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке в нижнем положении.
Взять в руки пластину, внимательно
осмотреть ее.
Произвести правку пластин молотком.
Взять металлическую щетку и произвести зачистку поверхности на расстоянии не менее 200мм до металлического блеска.
Зажечь сварочную дугу и поддерживать устойчивое ее горение до полного сгорания.
Вставить электрод в электрододержатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с деталью кратковременно.
Сварка стыкового соединения пластин без
подготовки кромок в наклонном положении
Собрать пластины на прихватки, отступив от пластины 30-40мм (расстояние между прихватками100-200мм)
Зачистить места прихваток.
Выполнить сварку стыкового соединения без разделки кромок с постепенным увеличением угла наклона пластин (15, 30, 45, 60 градусов).
Зачистить сварные швы.
Осуществить контроль путем внешнего осмотра.
положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка стыковых соединений в вертикальном положении пластин
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке
Зачистить места прихваток
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
ИНСТРУКЦИОННАЯ КАРТА
Сварка угловых соединений в вертикальном положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка угловых соединений в вертикальном положении пластин
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые.
Костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке
Взять металлическую щетку и произвести зачистку пластин на расстоянии не менее 200мм до металлического блеска.
Собрать пластины на прихватки, отступив от кромки пластины 30-40мм (расстояние между прихватками 100-200мм).
Зачистить места прихваток
Зажечь (возбудить) сварочную дугу
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отвести электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык», Соприкосновение электрода к детали должно быть кратковременным, в противном случае он может привариться к детали.
Костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке
Взять металлическую щетку и произвести зачистку пластин на расстоянии не менее 200мм до металлического блеска.
Сварка таврового соединения в вертикальном положении пластин.
Произвести зачистку пластин металлической щеткой (смотри выше рис.3).
Собрать пластины на прихватки.
Зачистить места прихваток.
Выполнить сварку таврового соединения в вертикальном положении пластин при движении электрода «снизу вверх» и «сверху вниз».
Сдать выполненную работу мастеру производственного обучения
ИНСТРУКЦИОННАЯ КАРТА
Сварка нахлесточных соединений в вертикальном положении пластин
Упражнения:
1.Слесарная обработка деталей.
2..Выбор режима сварки.
3. Сварка нахлесточных соединений в вертикальном положении пластин
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые.
Костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Инструкция по технике безопасности при выполнении сварочных работ
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях.
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке
Взять металлическую щетку и произвести зачистку пластин на расстоянии не менее 200мм до металлического блеска.
Сварка нахлесточного соединения в вертикальном положении пластин.
Произвести зачистку пластин.
Собрать пластины на прихватки.
Выполнить сварку нахлесточного соединения односторонним и двух сторонним швом в вертикальном положении пластин при различных положениях электрода (ведение сварки «снизу вверх» и «сверху вниз»).
Упражнения:
1.Слесарная обработка деталей.
2.Выбор режима сварки.
3. Сварка стыковых соединений на вертикально расположенных пластинах горизонтальными швами
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые.
Костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 250*150*10 мм; электроды марки УОНИИ-13/55, ОЗС-д3,4 мм.
Порядок выполнения
Инструкционные указания и
пояснения
Эталон выполнения работы
Подготовка рабочего места сварщика
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток.
Подготовить пластины к сварке
Взять металлическую щетку и произвести зачистку пластин на расстоянии не менее 200мм до металлического блеска.
Собрать пластины на прихватки, отступив от кромки пластины 30-40мм (расстояние между прихватками 100-200мм).
Зачистить места прихваток.
Зажечь (возбудить) сварочную дугу
Вставить электрод в электрода держатель.
Зажечь дугу способом «чирканья», замкнуть сварочную цепь, коснувшись концом электрода поверхности изделия, отводить электрод быстро, но на небольшое расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода к детали должно быть кратковременным, в противном случае он может привариться к детали.
Выполнить сварку стыкового соединения в вертикальном положении пластин горизонтальным швом.
Сварить стыковое соединение без разделки кромок и с разделкой кромок в вертикальном положении пластин горизонтальными швами.
Выполнить зачистку сварных швов и осуществить контроль путем внешнего осмотра.
Сдать работу мастеру производственного обучения